電力鐵塔熱浸鍍鋅要求,一組數據帶你詳細了解
1.鐵塔的所有零部件均采用熱浸鍍鋅防腐(井筒在條件允許的情況下,應采用熱鍍鋅防腐)。
2.用于熱浸鍍鋅的鋅浴主要應由熔融鋅液構成。熔融鋅中的雜質總含量(鐵、錫除外)不應超過總質量的1.5%,所指雜質見GB/T470的規定。
3.熱浸鍍鋅要求按下表規定:
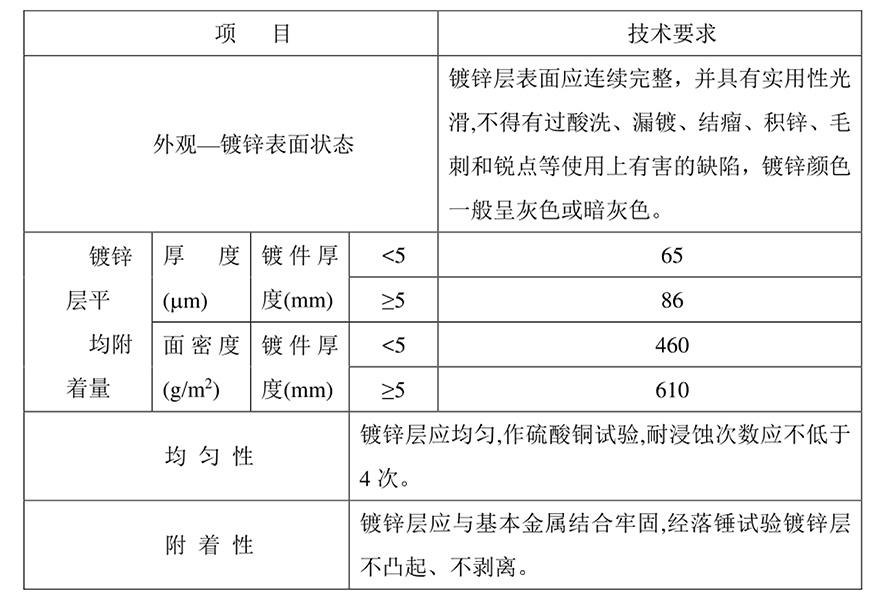
(1)外觀一鍍鋅表面狀態:鍍鋅層表面應連續完整,并具有實用性光滑,不得有過酸洗、漏鍍、結瘤、積鋅、毛刺和銳點等使用上有害的缺陷,鍍鋅顏色一般呈灰色或暗灰色。
(2)鍍鋅層平均附著量
65
鍍件厚度(mm)
<5
鍍鋅層平均附著量(um)
鍍件厚度(mm)
≥5
鍍鋅層平均附著量(um)
86
面密度(g/m2)
<5
鍍鋅層平均附著量(um)
460
面密度(g/m2)
≥5
鍍鋅層平均附著量(um)
610
(3)均勻性:鍍鋅層應均勻,作硫酸銅試驗,耐浸蝕次數應不低于4次。
(4)附著性:鍍鋅層應與基本金屬結合牢固,經落錘試驗鍍鋅層不凸起、不剝離。
鍍鋅層平均附著量即厚度和面密度,通常以金屬涂鍍層測厚儀直接測量鋅層厚度。鍍鋅層的鈍化要求及其方法應按供需雙方協議。
修復:修復的總漏鍍面積不應超過每個鍍件總表面積的0.5%,每個修復鍍鋅面不應超過10個cm2,若漏鍍面積較大,這些制件應返鍍。修復的方法可以采用熱噴涂鋅或者涂富鋅涂層進行修復,修復層的厚度應比鍍鋅層要求的最小厚度厚30um以上。